Tel: 0574-88078348 0574-88078526 Fax: 0574-88075796

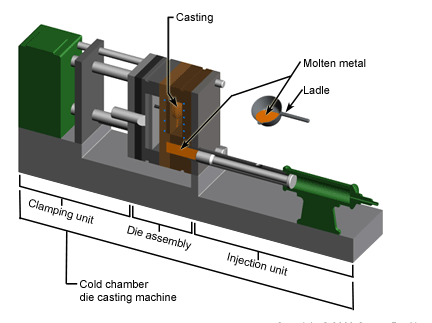
Die casting is a manufacturing process that can produce geometrically complex metal parts through the use of reusable molds, called dies. The die casting process involves the use of a furnace, metal, die casting machine, and die. The metal, typically a non-ferrous alloy such as aluminum or zinc, is melted in the furnace and then injected into the dies in the die casting machine. There are two main types of die casting machines - hot chamber machines (used fo zinc alloy) and cold chamber machines (used for aluminum alloy and zinc alloy). The differences between these machines will be detailed in the sections on equipment and tooling. However, in both machines, after the molten metal is injected into the dies, it rapidly cools and solidifies into the final part, called the casting.
The castings that are created in this process can vary greatly in size and weight, ranging from a couple ounces to 100 pounds. One common application of die cast parts are housings - thin-walled enclosures, often requiring many ribs and bosses on the interior. Metal housings for a variety of appliances and equipment are often die cast. Several automobile components are also manufactured using die casting, including pistons,
1.1Material of die casting
Die casting typically makes use of non-ferrous alloys. The four most common alloys that are die cast are shown below, along with brief descriptions of their properties. (Follow the links to search the material library).
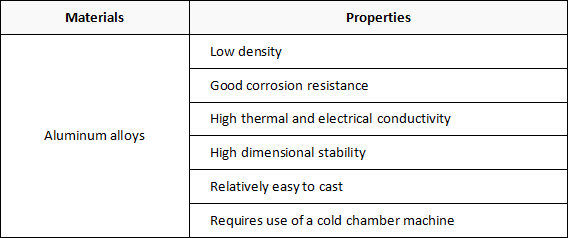
The selection of a material for die casting is based upon several factors including the density, melting point, strength, corrosion resistance, and cost. The material may also affect the part design.
1.2Aluminum alloy component
For details, please see "aluminum alloy chemical composition table"
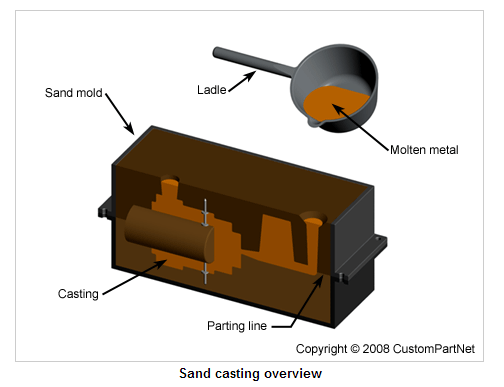
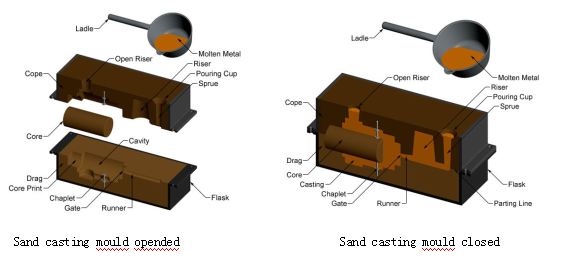
Sand casting, the most widely used casting process, utilizes expendable sand molds to form complex metal parts and large parts that can be made of nearly any alloy. Because the sand mold must be destroyed in order to remove the part, called the casting, sand casting typically has a low production rate. The sand casting process involves the use of a furnace, metal, pattern, and sand mold. The metal is melted in the furnace and then ladled and poured into the cavity of the sand mold, which is formed by the pattern. The sand mold separates along a parting line and the solidified casting can be removed.
Sand casting is used to produce a wide variety of metal components with complex geometries. These parts can vary greatly in size and weight, ranging from a couple ounces to several tons. Some smaller sand cast parts include components as gears, pulleys, crankshafts, connecting rods, and propellers. Larger applications include housings for large equipment and heavy machine bases. Sand casting is also common in producing automobile components, such as engine blocks, engine manifolds, cylinder heads, and transmission cases.
2.1Sand casting process:
2.2 Material of aluminum sand casting
Sand casting is able to make use of almost any alloy. An advantage of sand casting is the ability to cast materials with high melting temperatures.
|
Materials |
Melting temperature |
|
Aluminum alloys |
660 °C (1220 °F) |
The sand casting material can be use same than aluminum die casting material, but we suggest A356.0, and surface if do sandblasting woulbe be better, and do T6 treatment is better for machining to steady the size tolerance.
|
code |
Si |
Fe |
Cu |
(M) |
Mg |
Zn |
Ti |
Others |
Al |
|
A356 |
6.5-7.5 |
≤0.2 |
≤0.2 |
≤0.1 |
0.2-0.4 |
≤0.1 |
≤0.2 |
≤0.2 |
Balance |